LCMG-C baghouse filter dust collection system for cement industry and fertilizer plant.
Bag house filter description
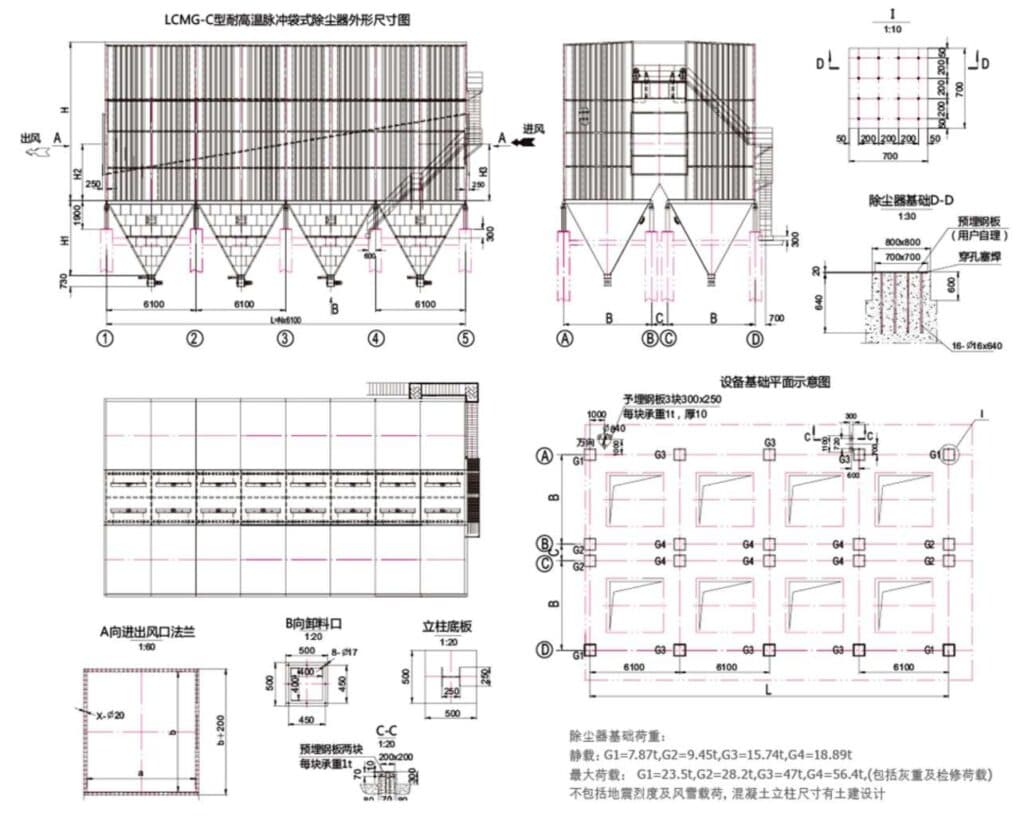
The LCMG-C high-temperature long bag pulse dust collector is a high-temperature resistant and ultra-low emission series of long bags developed and designed based on the design and manufacturing experience of the LCMG-II high-temperature long bag pulse dust collector and combined with the process characteristics of the cement kiln head and kiln tail.
Pulse dust collector this product retains the advantages of high temperature long bag pulse dust collector and gives full play to the advantages of pulse injection dust cleaning. The product adopts high-temperature resistant and anti-corrosion filter materials, high-temperature resistant structure and anti-heat deformation measures.
It is used for ultra-clean filtration of high-temperature flue gas at the kiln head and kiln tail of cement production lines to meet ultra-low emission requirements and also fertilizer plant for high corrosive exhaust air coming out of the fertilizer rotary dum dryer and cooler.
The product has been developed into a high-efficiency dust collector suitable for various requirements of cement production lines from 5000t/d to 10000t/d as well as fertilizer production line from 50000t/y to 300000t/y.
Baghouse filter series design
The LCMG-C high-temperature long-bag pulse dust collector uses a single injection method to spray 16 to 18 filter bags with 12 pulse valves. It is divided into 12 product specifications based on the number of units. The LCMG-CS type has a dual-injection single-channel structure, with 91011 pulse valves to inject 14 filter bags and the number of units is divided into 12 product specifications.
The dust concentration at the inlet of the dust collector is generally allowed to be 100g/Nm2. If there are special requirements, it can be designed according to user requirements.
LCMC bag house dust collector data table
Model
# of chamber
# of filter bag
# of selenoid valve
Filter Area
Capacity
LCMG-C192-2×10
20
3940
240
15842m2
665362~950476m3/h
LCMG-C204-2×10
20
4080
240
16493m2
688000~985000m3/h
LCMG-C216-2×10
20
4320
240
17530m2
730758~1055836m3/h
LCMG-C192-2×12
24
4680
288
18500m2
790500~1129500m3/h
LCMG-C204-2×12
24
4896
288
19650m2
825750~1185000m3/h
LCMG-C216-2×12
24
5184
288
20850m2
875450~1255000m3/h
LCMG-C192-2×14
28
5376
336
21616m2
907500~1300000m3/h
LCMG-C204-2×14
28
5712
336
22967m2
965000~1358000m3/h
LCMG-C216-2×14
28
6048
336
24320m2
1021350~1459000m3/h
LCMG-C192-2×16
28
6144
384
24705m2
1047500~1502500m3/h
LCMG-C204-2×16
32
6144
384
26250m2
1102400~1600000m3/h
LCMG-C216-2×16
32
Content
384
27790m2
1167250~1667505m3/h
Note:
The processing air volume in the table is calculated based on the filtering wind speed of 0.7~1.0m/min. If the user has requirements, it can be reduced or increased according to the specific situation. Unit combination: (Number of pulse valves Filter bags.
The equipment allows the inlet concentration to be less than 100g/m2 and the outlet concentration to be less than 5~10mg/m2.
The allowed inlet flue gas temperature is less than 200°C, instantaneously 240°C, and the operating resistance is less than 1000Pa, with a maximum of 1500Pa.
How to operate a baghouse: debugging of dust collector 6 steps
Single machine debugging
Single machine debugging, carried out after the dust collector installation (pressure test) is completed, debugging various valves, such as intake and exhaust valves, ash unloading valves, chain conveyors, etc., first manually, then electric, and each mechanical component There should be no looseness or sticking, easy and flexible, and good sealing. Carry out a 2-hour no-load test run.
PLC simulated no-load test
Conduct a simulated no-load test on the PLC program controller. First check the pulse valve, exhaust valve (lift valve) cylinder, ash unloading valve, chain conveyor line and whether the valve is opened and closed one by one, and then control according to the timing Time, according to the electronic control program, the entire process of dust cleaning in each room should be accurately timed, each component operates correctly, and the controlled valve opens and closes as required.
Linkage debugging
Linkage debugging: After the entire dust removal system is started, load linkage is performed under the operating conditions of the system fan, and a simulated no-load test is performed on the PLC program controller. First, check the smoothness of the pulse valve, exhaust valve, ash discharge valve, and screw conveyor lines one by one. Check whether the opening and closing of the valves are good, and then follow the timing control time and the electronic control program to carry out the entire process of dust cleaning in each room. The timing should be accurate, the movements of each component should be correct, and the controlled valves should open and close as required.
Pre-coating and phosphor leakage test
Pre-coating and phosphor leakage test: After the installation of the filter bag is completed, turn on the fan to send phosphor into the dust collector. Check the quality of the filter bag and weld for leakage, and use fluorescent lamps and filter glasses to find leaks. For the dust collector at the end of the kiln, in order to prevent the oil injection in the drying kiln from clogging the filter material, a layer of raw meal powder needs to be coated on the surface of the filter bag, which is a pre-coating treatment.
Actual load operation:
Actual load operation: The process equipment is officially put into operation, the dust collector is officially filtered and dusted, and the PLC programmable controller is also officially put into operation (usually 5 to 10 minutes in advance). Check all moving parts and valves at any time, and record the operating parameters. If controlled according to timing, when the resistance of the dust collector reaches the specified resistance value, the PLC programmable controller should be manually turned on to clean the filter bag. It will stop after each chamber is cleaned, and then count the time when the resistance reaches the specified value again, and then manually Turn on the PLC program controller to clean the filter bag, and repeat this cycle several times.
Finally put into noraml operation
After obtaining the stable interval time during the secondary cleaning cycle, this time data can be used as the base for “timing” control of the programmable controller and input into the programmable controller. Then, the programmable controller can be put into operation “automatically”. When the cement kiln is ignited for drying, due to the low temperature of the kiln, a large amount of water vapor will be emitted from the flue, which will turn into condensed water when it flows into the dust collector flue. Therefore, when the kiln is ignited, the flue gas must be discharged from the flue. When the bypass is passed and cannot be bypassed, the raw material mill system can be started first to ensure that the filter material is loaded with dust and the resistance is above 500Pa.
How to install a bag house dust collection system?
In order to facilitate transportation, the equipment is disassembled and shipped (its structural parts are only painted with anti-rust paint, and the topcoat is painted on site). After receiving the equipment, first check whether there are any missing parts according to the equipment list, and then check whether it is damaged during transportation. Damage caused during transportation should be repaired in time, and at the same time, the arriving equipment should be protected against damage and theft.
The installation of dust collector can generally be carried out in the following order:
First check the foundation, clean, level and lay out the lines as usual.
Put the column in place and use a drag rope to temporarily align and fix it, and place the movable support.
Assemble the ash hopper frame and assemble the ash hopper.
Lift the ash hopper to the ash hopper frame, align, fix, and install the accessories on the ash hopper.
Lift the middle box, air duct plate, upper box and poppet valve components.
Install platforms, stairs and railings.
Install the manhole door, air circuit components, etc. on the top of the box.
10 Precautions during installing baghouse dust collector
Before installation, carefully read the product manual and the drawings provided with the equipment, and check the quantity and quality of all parts according to the packing and shipping order. If there are any problems, you should deal with them in time or contact our company.
Install in sequence. Each step must be quality checked to ensure it is correct before proceeding to the next step.
The equipment must be lifted to prevent deformation. When the product leaves the factory, the main components are welded with lifting lugs. Please use lifting lugs for lifting.
After the box, filter bag chamber, entrance and exit passages, and ash hopper are installed, all joints should be sealed and airtight. If welding sealing is required, airtight welding must be performed. If fasteners are used for connection, sealing gaskets must be added and all fasteners must be tightened. For local air leaks, silicone or epoxy resin can be used to plug them. The tightness of the dust collector is an important factor affecting normal operation and lifespan.
The conveying equipment for the ash hopper should be installed according to the process layout requirements, and lubricating oil (or grease) should be added after installation.
When assembling the gas circuit, it is required that all pipes be clean and free of any debris. All joints should be filled with sealing materials (PTFE tape is provided with the equipment), and should be pressure-tested to ensure that they do not leak. After installation, Pressure test, the test pressure is 1.15 times the working pressure, and the safety valve is closed during the pressure test. After the pressure test, adjust the pressure reducing valve to the specified pressure.
Installing the filter bag and filter bag frame is the most careful work in all installation work, so it should be installed last. During installation, the filter bag must not collide with hard objects or be scratched. Even small scratches will not cause damage. This will greatly shorten the life of the filter bag.
The method for installing the filter bag is: put the filter bag into the filter bag chamber through the hole in the flower plate of the clean air box, then pinch the elastic ring at the top of the filter bag into a concave shape, put it into the hole in the flower plate, and then use it. The spring coil is restored and pressed tightly against the circumference of the flower board. Finally, insert the filter bag frame from the bag mouth until the flange part of the bag cap on the filter bag frame is pressed against the flower board. In order to prevent the filter bag from being stepped on, it is required to install a filter bag frame every time a filter bag is installed. For the installation of film-coated filter bags, when installing the filter bag, first put a protective sleeve (short sleeve made of filter material) on the bag mouth to prevent the bag mouth from scratching the coating layer on the surface of the filter bag.
Installation of pulse injection device: The pulse injection device is a key component of the dust collector, which directly affects the dust cleaning effect of the dust collector and the service life of the filter bag. The compressed air pipeline must not leak; the nozzle on the blow pipe must be aligned with the center of the filter bag, and the center deviation must be less than 2mm. The center of the nozzle must be perpendicular to the flower board plane and must not be installed offset, otherwise there is a possibility of breaking the filter bag. After installation, the blow pipe must be fixed with pressure.
Model description: LCMG-C-192-2×10. LCMG-C: Ultra-low emission high-temperature dust collector; code name: 192: indicates the number of filter bags in a single cleaning unit: 2×10: indicates a double-row arrangement, and the number of chambers on one side is 10. When there is CS in the model, it means a dual-injection series model.
Selection instructions of filter baghouse material: 5 steps
Selection of air volume aka air to cloth ratio
The filtration wind speed is the wind speed passing through the filter material of the filter bag (m/min). Some are called air-to-cloth ratio, which refers to the amount of air passing through the filter material per unit area in unit time, m2/min/m2, which is m2/min.
The selection of filtration wind speed must be based on the characteristics of dust and flue gas, temperature and humidity, dust concentration, dust cleaning method and the properties of the selected filter material. The filtration wind speed not only determines the size of the dust collector, but also has a great impact on the resistance of the filter material, dust collection efficiency, dust cleaning efficiency and the service life of the filter bag.
In order to ensure that the dust collector can be used stably and normally, the filtration wind speed must be determined after comprehensive consideration of filtration.
Selection of filter materials
The filter material and filter bag are the core components of the bag dust collector. The quality of the filter bag material will directly determine the specifications, operating resistance, emission concentration, service life and other indicators of the dust collector. So far, the filter materials used in cement kiln head and kiln tail dust removal projects mainly include glass fiber coated filter materials, P84 filter felt, NOMEX filter felt, Flumece (composite filter material), etc.
Selection principles: For P84, imported NOMEX filter materials, and glass fiber coated filter materials, a higher wind speed can be selected, usually 0.95~1.1m/min; for conventional domestic filter materials and composite filter materials, a lower wind speed should be selected, usually At 0.8~0.95m/min. When the concentration is high, choose a lower concentration, and when the concentration is low, choose a higher concentration.
Selection of pulse valve
Selection of the pulse valve is equipped with a 3″ submerged type, and the injection pressure is 0.25~0.35Mpa. It depends on the number of injected filter bags and the pulse valve.
Selection of bag house filter frame/cage
The filter bag frame is produced by an automatic welding production line, and the upper opening is a venturi protection tube. The number of longitudinal ribs is selected according to the filter material. The conventional number is 12 pieces, the Flumece filter material is 16 pieces, the glass fiber coated filter material needs more than 20 pieces, and 24 pieces are commonly used.
Selection of bag house filter dust collector cleaning method
Dust cleaning control method. Dust collectors generally adopt offline dust cleaning methods. The control program is in time sequence, and the dust cleaning cycle is adjusted according to changes in resistance. The operating resistance of the dust collector is generally controlled at 1000~1500Pa.
How does a baghouse work? working principle of dust collection
The LCMG-C high temperature pulse dust collector adopts a divided chamber and middle air duct air inlet structure. The dusty flue gas enters the ash hopper of each chamber through the middle inlet and wedge-shaped air duct. In the ash hopper and before entering the filter chamber, it passes through the folds of the baffle.
The larger dust particles fall directly into the ash hopper due to the blockage and inertial gravity. Other dust particles rise with the airflow and enter the filter bags in each filter chamber.
After being filtered by the filter bags, the dust particles are blocked on the outside of the filter bags. After purification The gas enters the clean air chamber box from inside the filter bag, then passes through the offline valve (multi-leaf butterfly valve or disc poppet valve), enters the air outlet channel, and is discharged into the atmosphere through the air outlet, fan, and exhaust pipe.
The dust in the ash hopper is blinded by the ash unloading valve and FU chain conveyor and transported to the kiln ash storage warehouse.
Baghouse self dust cleaning working mechanism
As the filtration time continues to extend, the dust accumulated on the outside of the filter bag continues to increase, causing the resistance of the bag dust collector itself to gradually increase. When the resistance reaches the preset value, the PLC control system sends a signal, first commanding the poppet valve of a blowing unit to close to cut off the filtered air flow in the chamber, and then giving an instruction to open the electromagnetic pulse valve, and the compressed air flows in a very short time. 0.1~0.2 seconds, spray into the filter bag through the blow pipe and special nozzle.
Due to the induction effect of compressed air, a large amount of clean air in the clean air box is sucked into the filter bag. The surface of the filter bag begins to expand sequentially from top to bottom, and sequentially Reaching the extreme position, reverse acceleration is generated under the action of the tension of the filter bag, so that the filter bag produces high-frequency vibration deformation, causing the dust cake adsorbed on the outside of the filter bag to deform and fall off.
After the dust settles for a certain period of time, the poppet valve opens, the blowing unit is in the filtering state again, and the next blowing unit enters the dust cleaning state. In this way, the dust is cleaned and filtered again and again, so that the dust collector resistance is always at a certain value. Within the range, long-term continuous operation can be achieved.
PLC system for dust cleaning control of baghouse
The dust collector uses PLC to control the dust cleaning system of the dust collector. According to different requirements of the project, it is divided into manual control and automatic control.
The automatic control method is divided into time program and pressure difference control and time-pressure difference mixed control.
The time control method generally sets parameters such as pulse interval and period interval. The pressure difference control selects the total pressure difference as the basis for each start.
The pulse width is generally 0.1~0.15s, the pulse interval is generally 10~20s, and the period interval is generally 30~90min. The compressed air pressure for dust cleaning control needs to be determined according to the pulse valve specifications and upper injection parameters, generally 0.25~0.35MPa.
Notice before selecting your best high quality bag house: 8 tips
When ordering, please indicate the product name, model and quantity, as well as the temperature used, moisture content, dust properties and concentration. Type of filter material required.
The scope of product supply includes shell, air inlet, air outlet, distribution plate, filter bag, bag cage, porous plate, air inlet valve, ash hopper, rotary air-locked feeder, pulse valve, poppet valve, A complete set of equipment including air source inlet pressure reducing valve, cylinder, air distribution tank, injection system and dust cleaning program controller, bag dust collector control box, attached inspection platform and steel ladder. The chain conveyor can be supplied as required, and the height of the bracket can be made as required by the orderer.
Electronic control method. Our company generally uses timing electronic control. If constant voltage control is required, it will be calculated separately.
Our company generally does not provide the insulation and anchor bolts for the dust collector. If necessary, please ask for them and negotiate the price separately.
A top rainproof shed needs to be installed on the top of the dust collector, and our company can also process the matching.
In addition to the main machine and random accessories, if the orderer needs, additional spare parts, such as pulse valves and filter bags, can be ordered. The additional quantity shall be determined by the orderer.
Various pipelines other than the dust collector body, fans, air compressors, electric control cabinets and connecting wires between the terminals on the dust collector, power lines, power supply of the electric control cabinet, lighting of the dust collector, and the foundation of the dust collector etc. are all handled by the user themselves.
When ordering our company’s dust collector, we can be responsible for installation and commissioning, and the cost is negotiable. If the user installs it by himself, our company can send professionals to provide guidance and assist in debugging.
What are the 7 features and design consideration of LCMC baghouse?
Standard modular design of separate chambers and a variety of filter bag parameter combinations to meet the needs of various situations. The product is designed with 3 flower panel arrangement units. 12 combined specifications are designed, with a standard filtration area of 11821m2~27792m2 and an air treatment volume of 499,000~1.6675 million m2, meeting the needs of 5,000~10,000t cement lines.
The steel structure design of the LCMG-C type ultra-low emission and high-temperature resistant pulse dust collector fully considers the operation of the dust collector at high temperatures. During the design, measures are taken to expand and contract the steel when heated to prevent the welds from being stretched and causing dust collection. The dust collector adopts a divided chamber structure and modular design combination. There is a large space at the bottom of the filter bag, so that the dust-containing gas can settle before reaching the filter bag, reducing the burden on the filter bag and extending the service life of the filter bag.
The flue gas dust at the kiln head and kiln tail has a certain viscosity and humidity. In order to improve the dust cleaning effect, the world’s advanced injection dust cleaning technology is adopted to further increase the dust cleaning intensity and ensure that each filter bag maintains the highest working efficiency.
High-temperature resistant coating is used inside the dust collector, which greatly extends the life of the dust collector. The life of the main equipment is >15 years.
The number of longitudinal bars of the filter bag frame is selected from 12, 16, or 24 according to the requirements of the filter material. The longitudinal bars are made of high-quality steel wire and are produced by automatic multi-point welding. This not only ensures the strength of the filter bag frame, but also prevents the impact of welding burrs on the filter bag. , reduce friction with the filter bag, spray plastic anti-corrosion treatment on the surface, and extend the use of the filter bag frame.
A smaller injection unit is used to reduce the injection area and minimize the impact on the kiln air volume during dust cleaning.
Electrical control can provide centralized control (DSC remote control) and machine-side control. It adopts an advanced PLC program control system and can provide two cleaning methods of fixed resistance and timing. The operating parameters can be displayed and adjusted locally.
Routine maintenance and overhaul instruction for fertilizer/cement powder dust collection system
The dust collector must be operated and maintained by dedicated personnel and good operation records must be kept. Comprehensively understand the performance and structure of the dust collector, deal with problems in a timely manner, and ensure the normal operation of the dust removal system. Personnel on duty should record the operation status and relevant data on duty.
The rotating parts should be filled with oil regularly, and the air filter in the triple air source should be discharged once every shift. At the same time, the gas-water separator should be cleaned every 3 to 6 months, and the oil mist should be checked frequently for oil storage and refueled in time.
If you find smoke and dust coming out of the exhaust port, it indicates that the filter bag is leaking. During maintenance, stop the airflow room by room and open the upper cover. If there is dust accumulation at the mouth of the bag, it means that the filter bag is damaged and needs to be replaced or replaced. repair.
The dust collector resistance is generally 1000Pa, with a maximum of 1500Pa. The dust cleaning operation parameters are displayed in real time on the touch screen of the PLC cabinet, and can be adjusted by the operation manager according to the resistance.
The drain valve at the lowest point of the air bag in the air pipeline of the compressed air system must be drained regularly, and the air storage tank must also be drained regularly.
The control valve should be maintained by professionals, and the solenoid valve and pulse valve should be checked regularly.
Frequently check the sealing condition of the inspection manhole door on the top of the dust collector. If it is damaged or aged to cause air leakage, it should be replaced in time. Frequently check the door’s compression bolts. If they are found to be loose, tighten them in time.
Regularly measure process parameters, such as flue gas volume, temperature, concentration, etc. If any abnormalities are found, the cause should be found and dealt with in a timely manner.
Start-up and shutdown of the dust collector: When starting up, the compressed air should be connected to the gas tank first, the control power supply should be connected, and the ash discharge device should be started. If there are other equipment in the system, the downstream equipment should be started first; when shutting down, After the dust collector stops working, the dust collector must be cleaned repeatedly (manual dust cleaning can be used) to remove the dust on the filter bag, and the ash conveying device under the ash hopper must be delayed to eliminate the accumulated dust in the dust collector. Ash.
Conslusion:
Choosing the right type of high-quality baghouse filter dust collector can be hard sometimes, and here we are to save the day. In this article we have introduced Tongli LCMG-C series bag filter dust collector’s feature and general introduction of this type of bag dust collector. We started from introducing how to select the proper material for bag filter, how to install the filter bag, and how to operate the dust collection system one by one step by step, then we brought up the maintenance and overhaul instructions. After reading this article I hope everyone can get a better understanding of what is a bag filter and how dust collector is crucial for cement&fertilizer production line emission control. Allright love y’all Peace&love.